В период экономической нестабильности многие производители газобетона делают ставку на расширение номенклатуры выпускаемой продукции. Помимо спроса на обычные газобетонные блоки, которые представлены на многих строительных рынках, постоянно растет спрос на крупноформатные армированные газобетонные изделия. Благодаря расширению проверенной временем и хорошо себя зарекомендовавшей линии «ВАРИО БЛОК» фирмы «Маза ГмбХ» возможно максимально простое и эффективное освоение производства крупноформатных армированных изделий.
Для клиентов, которые недавно вступили на рынок газобетонных изделий, инвестировав средства в данную отрасль строительных материалов, идея последующего расширения производства газобетонных блоков с возможностью производства крупноформатных газобетонных элементов с самого начала была актуальной. К данной группе строительных элементов относятся фигурные элементы, перемычки, стеновые панели, плиты перекрытия и покрытия, а также панели для внутренних стен, кратные высоте этажа. Преимущества этой дополнительной продукции для производителей заключаются в более высокой продажной цене единицы армированных элементов по сравнению с обычными газобетонными блоками. Преимущество для строителей – в экономически эффективном производстве работ. Благодаря более быстрому ходу общестроительных работ и более высокой производительности строительных работ, выражаемой в м2/час, сокращаются расходы на строительство здания в целом.
Концепция завода по производству газобетонных изделийМногие клиенты принимают решения о строительстве завода по производству газобетонных изделий в несколько очередей (этапов), что позволяет сократить сумму основных инвестиций на начальном этапе проекта. Последующие очереди подразумевают увеличение производительности и/или расширение производственной программы. Фирма «Маза» придает особое значение соблюдению требований к экологичности и экономической эффективности производства еще на стадии проектирования завода, что является залогом успеха будущего предприятия. На всех линиях «ВАРИО БЛОК» в принципе возможно последующее расширение для производства армированных газобетонных изделий.
Необходимое сырье для изготовления изделий из автоклавного газобетона на линии «ВАРИО БЛОК» – кварцевый песок, известь, цемент, алюминиевый порошок или паста, вода и в случае необходимости гипс, а также добавки. Одной из предпосылок при проектировании производственной линии является соответствие качества готовых газобетонных изделий действующим европейским нормам, таким как DIN EN 771–4.
Вяжущее – известь, цемент и гипс – хранится в силосах за пределами цеха, рядом со смесительной башней. Объем складирования вяжущего зависит от расхода материалов, также принимаются во внимание местные особенности поставки сырья.
{kind=link}
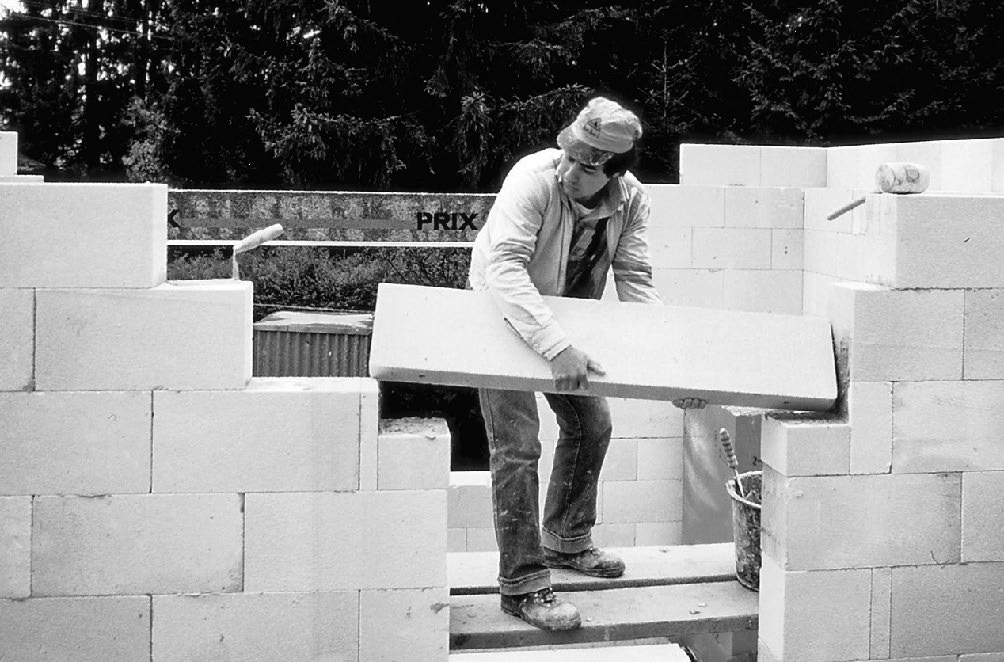
Рис. 1. Современный производственный цех – горизонтальная и вертикальная кладка стен выполнена из теплоизоляционных газобетонных панелей
{kind=link}
Рис. 2. Крупноформатные панельные элементы используются для кровли и междуэтажных перекрытий. Экономическая эффективность применения данных элементов ведет к снижению стоимости строительных работ
{kind=link}
Рис. 3. Возведение внешних и внутренних стен из вертикальных панелей возможно при использовании минимальной рабочей силы
{kind=link}
Рис. 4. Для возведения оконных и дверных проемов используются перемычки различной длины
{kind=link}
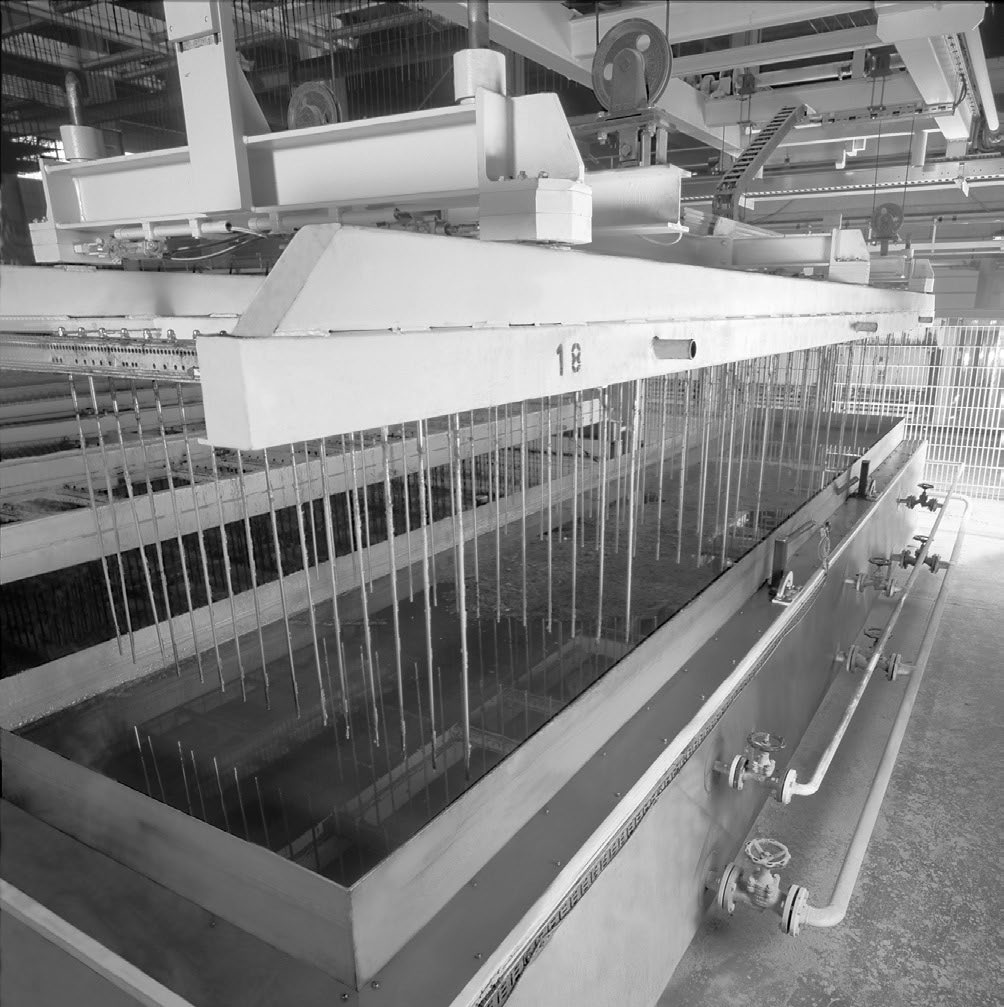
Рис. 5. Заполненные формы в зоне созревания: более низкая высота данного участка цеха улучшает тепловой баланс и позволяет сэкономить энергию в ходе ферментации, а также сократить расходы при строительстве. Концепция завода предусматривает использование конденсата для обогрева зоны созревания в холодное время года. При производстве армированных элементов рамы устанавливаются на формах для надежного позиционирования арматурных каркасов
Для обеспечения неизменного качества продукции процесс смешивания осуществляется в автоматическом режиме при помощи управления смесительной установки. Все значимые производственные параметры – температура, плотность, химический состав сырья – учитываются при расчете рецептуры. Таким образом, при производстве гарантировано постоянно высокое качество изделий.
Участок производственного цеха, предназначенный для зоны созревания, конструкционно обособлен – его высотная отметка значительно ниже, чем высотные отметки остальных участков цеха. Данная концепция обусловлена не только желанием сократить расходы на строительство, но и необходимостью поддержания постоянного температурного режима на данном участке с целью обеспечения качества продукта. К прочим положительным результатам данного конструкционного решения можно отнести сопутствующую экономию энергии и производственных расходов, а также сокращение времени ферментации. На многих заводах с оборудованием фирмы «Маза» для обогрева зоны созревания используется остаточное тепло автоклавного конденсата.
По достижении прочности, необходимой для резки, свежеформованный массив кантуется при помощи крана из горизонтальной в вертикальную позицию. Бережная и плавная кантовка позволяет сохранить внутреннюю структуру газобетона. Далее массив проходит через несколько станций линии резки, где из него формируются разнообразные виды изделий – блоки или армированные элементы. Отходы от резки перерабатываются и в полном объеме возвращаются в технологический процесс.
Кран загрузки/выгрузки перемещает разрезанные массивы на запарочные тележки. Готовые к запариванию массивы накапливаются в зоне выдержки перед автоклавами. Конструктивное исполнение данного участка идентично зоне ферментации, поддержание температурного режима достигается за счет простых средств. Здесь многие наши клиенты используют также остаточное тепло от автоклавного конденсата, что является экономически эффективным решением.
Процесс запаривания изделий в автоклавах регулируется при помощи управления паром. Оптимальная кривая запаривания для каждого из производимых видов изделий подбирается в полностью автоматическом режиме и в любой момент может быть проверена и скорректирована оператором.
После запаривания в автоклавах массивы подаются на линию упаковки, где пакеты изделий комплектуются и упаковываются в соответствии с местными требованиями.
Концепция «ВАРИО БЛОК» фирмы «Маза» подразумевает безотходное производство. Помимо рециркуляции автоклавного конденсата с использованием тепла в проекте можно предусмотреть последующее расширение для обратной подачи возникающего производственного брака в технологический процесс.
Например, на различных заводах при производстве продукции плотностью 500 кг/м3 используется ок. 5 массовых долей в % измельченного газобетонного материала. Благодаря подобной оптимизации использования сырьевых материалов удается уменьшить расход песка и вяжущего. Экономическим преимуществом данного режима использования сырьевых материалов и измельченного газобетона является быстрое сокращение производственных расходов.
Концепция расширения для производства армированных изделийРасширение линии «ВАРИО БЛОК» начинается с зоны подготовки стальных арматурных каркасов. Для выполнения местных требований по статическим нагрузкам зданий в газобетонные изделия помещаются арматурные каркасы. Стальные арматурные каркасы могут быть изготовлены непосредственно на заводе по производству газобетонных изделий, однако закупка уже собранных стальных арматурных каркасов может стать более выгодным решением с экономической точки зрения.
В зоне подготовки рулонная проволока с помощью специальной машины распрямляется в автоматическом режиме и нарезается на стержни необходимой длины. Далее в автоматическом сварочном агрегате производятся индивидуальные матрицы (сетки) для различных видов армирования.
Третий этап обработки осуществляется в специальном устройстве для производства арматурных каркасов. Полуавтоматический процесс сварки обеспечивает экономическую эффективность производственного процесса.
Поскольку газобетон является строительным материалом с открытыми порами, дальнейшим этапом подготовки становится нанесение антикоррозионного средства на арматурный каркас. В последнее время для этой цели применяется защитный лак на водной основе, что значительно упрощает сушку, поскольку не происходит образования вредных выбросов в атмосферу. Ранее вредные выбросы необходимо было откачивать, что влекло за собой значительные расходы на вакуумные камеры.
Благодаря рамам с регулируемыми фиксаторами для игл достигается точное позиционирование армокаркасов в каждой форме. Фирма «Маза» предлагает использовать специальные тележки для комплектации, которые обеспечивают эргономичность данной рабочей зоны.
Для экономически эффективного расширения общего газобетонного производства зоной армирования необходимо, чтобы доля армированных изделий, производимых на заводе с технологией «ВАРИО БЛОК», соответствовала как минимум объему одной загрузки автоклава. Поэтому размеры зоны подготовки должны быть рассчитаны на промежуточное складирование укомплектованных рам армирования, соответствующих количеству массивов в одном автоклаве.
Сразу после заполнения формы в зоне смесительной установки подготовленные рамы при помощи крана загрузки/разгрузки опускаются на форму, армокаркасы устанавливаются в еще жидкую газобетонную массу. Элементы-фиксаторы на раме и форме обеспечивают центрирование и точное позиционирование стальных каркасов в форме.
По достижении массивом прочности, необходимой для резки, рамы с фиксирующими балками и иглами извлекаются из формы с помощью того же самого крана загрузки/разгрузки. Стальной армокаркас остается зафиксированным в газобетонном массиве благодаря тому, что массив набрал необходимую прочность для резки.
Регулируемая установка резки на линии «ВАРИО БЛОК» позволяет производить различные армированные изделия. При автоклавировании должны быть предусмотрены циклы запаривания, которые являются оптимальными для армированных изделий. Благодаря простой системе ввода параметров в автоклавном управлении фирмы «Маза» готовые изделия отличаются высоким качеством.
В зоне упаковки для армированных изделий предусмотрена отдельная линия упаковки. Упаковка осуществляется с учетом видов изделий и местных требований. Многие производители складируют готовые армированные изделия без использования деревянных поддонов. Изделия упаковываются для транспортировки при их поставке на стройплощадку.
От проектирования до ввода в эксплуатациюПри проектировании завода закладывается концепция будущего предприятия – как увеличение суточной производительности завода, так и расширение номенклатуры продукции планируются заранее. Например, при небольших инвестиционных затратах компания в состоянии соответствовать актуальным требованиям местного рынка строительных материалов.
Точное определение цели проекта и выбор фирмы «Маза» в качестве партнера для его реализации – эти два фактора обуславливают экономическую рентабельность и успешность наших клиентов, эксплуатирующих линии «ВАРИО БЛОК» во многих странах мира.
Международные проекты фирмы «Маза»Компания «Маза ГмбХ» создает и реализует оборудование для производства строительных материалов по всему миру. Фирма «Маза» является надежным партнером при реализации инвестиционных проектов и предлагает весь спектр услуг от консультации по возможностям модернизации и экономической оптимизации имеющегося оборудования до комплектной поставки новых заводов «под ключ».
{kind=link}
Рис. 6. Линия резки разделена на три рабочих станции, что обеспечивает оптимальную точность конечной продукции. При помощи крана-кантователя осуществляются распалубка свежеформованного массива и его перемещение на резательную тележку
{kind=link}
Рис. 7. Зона выдержки перед автоклавами, как и зона созревания, выполнена с более низкой высотной отметкой. Таким образом, на данном участке поддерживается высокая температура массива, что положительно сказывается на процессе запаривания и, как следствие, на качестве выпускаемой продукции
{kind=link}
Рис. 8. Зона запаривания с автоклавами оснащена автоматическим управлением для достижения оптимального качества продукции
{kind=link}
Рис. 9. Схема расширения технологической линии «ВАРИО БЛОК» для производства армированных газобетонных изделий
{kind=link}
Рис. 10. Подготовка рам армирования со стальными каркасами осуществляется вручную на специальном рабочем участке. Точное фиксирование каркасов на иглах особенно важно для последующего производственного процесса
{kind=link}
Рис. 11. Перед каждым применением производится обработка игл защитным воском для упрощения их последующего извлечения из массива по окончании процесса ферментации
{kind=link}
Рис. 12. Подготовленную раму со стальной арматурой погружают в газобетонную массу непосредственно после заливки формы. Точное позиционирование является залогом качества готовой продукции
{kind=link}
Рис. 13. При помощи устройства перестановки блоков, принадлежащего к линии «ВАРИО БЛОК», армированные элементы подаются на отдельный участок упаковки
{kind=link}
Рис. 14. Готовые армированные элементы (внутренние перегородки этажной высоты) – по пути на склад
Большое количество рекомендаций со всего мира от производителей газобетона, силикатного кирпича, мелкоштучных бетонных изделий и декоративных плит мощения свидетельствуют о том, что фирма «Маза» неукоснительно выполняет принятые ею обязательства.
Оборудование, производимое фирмой «Маза ГмбХ»:- камнеформовочные установки;
- бордюрные прессы;
- оборудование для производства газобетонных изделий;
- оборудование для производства силикатного кирпича;
- карусельные прессы.