В настоящее время собственного производства огнеупоров в Беларуси нет. Необходимость отраслей народного хозяйства в данной продукции, основными потребителями которой являются промышленность строительных материалов и металлургия, удовлетворяется за счет импорта.
Структура производства и потребления огнеупоров такова, что наибольшее распространение сегодня имеют алюмосиликатные и различного вида магнезиальные огнеупоры (периклазовые, периклазохромитовые, хромитопериклазовые, периклазошпинелидные, магнезиально-известковые и др.). Причем для футеровки тепловых агрегатов, работающих при температурах от 1100°С до 1700°С, используется в основном штучный огнеупор (кирпич).
В промышленности строительных материалов для футеровки высокотемпературных зон вращающихся печей по обжигу цементного клинкера и извести применяются периклазохромитовые и хромитопериклазовые огнеупоры. Срок их службы составляет 230–270 суток. Общая потребность предприятий в изделиях с огнеупорностью выше 1700° С составляет 11,8 тыс. тонн в год. Однако огнеупоры футеровки в процессе службы подвергаются химическому воздействию со стороны клинкерного расплава: оксид хрома Cr2O3 из огнеупора взаимодействует с оксидом кальция СаО из клинкерного расплава, что приводит к разрушению хромита и загрязнению клинкера соединениями шестивалентного хрома [1]. Повышенное его содержание в клинкере является одним из препятствий на пути расширения экспорта цемента. Следует отметить, что хромсодержащие огнеупоры в странах Евросоюза для аналогичных целей не применяются и заменены на периклазовые и доломитовые.
Магнезиальные огнеупоры с содержанием 98–99% MgO наиболее устойчивы к клинкерному (шлаковому) основному расплаву, однако их изготовление в Беларуси невозможно из-за отсутствия чистых магнезитов. Кроме того, монофазный периклазовый огнеупор недостаточно термостоек [2].
Для футеровки цементных печей большого диаметра за рубежом широко применяются доломитовые огнеупоры, такие, как Синдиформ К 11 [3]. Он содержит 90ё96% (MgО + СаО) и до 10% С3А, С4АF, С2F. Наличие в сырье SiO2 способствует образованию высокоогнеупорных силикатов кальция. Подобие химического состава цементного клинкера и доломитового огнеупора является объективной предпосылкой для их высокой химической совместимости при высоких температурах. Имеется возможность миграции неогнеупорных соединений клинкера в огнеупорную футеровку, однако химическое взаимодействие основных минералов исключается.
Беларусь не имеет сырьевых запасов для производства алюмосиликатных (огнеупорных глин, бокситов) и периклазовых огнеупоров, но располагает практически неограниченной сырьевой базой для производства доломитовых огнеупоров (доломиты месторождения “Руба”, Витебская обл.).
В УП НИИСМ проведен цикл научно-исследовательских работ по разработке технологии получения доломитового огнеупора из доломитовой муки, кварцевого песка и апатитового концентрата [4–6].
Установлено, что наиболее перспективным путем решения проблемы получения доломитового огнеупора со стабильными при хранении и эксплуатации характеристиками и с наименьшими энергозатратами является метод химического связывания в процессе обжига свободного оксида кальция в соединения, способные к гидратационному твердению.
Анализ равновесия в системе СаО – MgО – SiO2 в присутствии R2О3 показывает, что наиболее выгодно с точки зрения свойств получаемого продукта связывать СаО в трехкальциевый силикат С3S(алит), стабильный до 1900°С. Более тугоплавкий ортосиликат кальция (С2S) , температура плавления которого 2100°С, претерпевает ряд аллотропических превращений, сопровождающихся объемными изменениями. Так, b « g переход при t=670°С сопровождается изменением объема на 10%, что вызывает рассыпание клинкера в порошок.
Фазовый состав обожженных доломитовых огнеупоров с достаточной для наших целей точностью описывается четырехкомпонентной системой СаО- MgО-Al2О3-SiО2, изученной Мак-Меди и Инслеем [7].
В доломитовых огнеупорах Fe2Оз и Аl2О3 должны быть связаны с оксидом кальция. Если весовое соотношение Аl2О3/ Fe2Оз > 0,64, то наряду с C4AF образуется С3А, если же соотношение Аl2О3/ Fe2Оз < <0,64, то наряду с С4АF возникает С2F. При этом С4АF и С2F образуют непрерывный ряд твердых растворов.
В пределах составов водоустойчивых доломитовых огнеупоров при одновременном присутствии C3S, C2S можно принять, что Р2О5 сначала связывается в соединение С3Р, которое растворяется в С2S, стабилизируя последний в высокотемпературной форме.
Важной величиной, характеризующей минералогический состав доломитовых масс, обеспечивающих наличие заданного минералогического состава в обожженном продукте, является коэффициент насыщения КН, который рассчитывается по формулам, приведенным в [8].
При КН = 1 в доломитовом огнеупоре отсутствует свободная СаО и весь кремнезем связан в виде C3S, a C2S отсутствует. При изменении КН от 1 до 0,65 содержание C3S падает, a C2S растет. При КН = 0,65 весь кремнезем связан в C2S, а C3S отсутствует. В том случае, когда величина КН становится меньше 0,65 (например, под влиянием насыщения сталеплавильными шлаками), MgO связывается в легкоплавкие двойные силикаты, например мервенит C3МS2 с образованием расплава.
Тонкомолотый доломитовый клинкер обладает вяжущими свойствами. Соединения, образующиеся при взаимодействии воды с клинкером, первоначально находятся в коллоидном состоянии и придают бетону (раствору) пластичность и хорошую формуемость. Гидравлическая активность клинкера определяется скоростью и глубиной реакций гидратации основных минералов C3S и C2S:
3CaOЧ SiO2 + mН2О=2CaOЧSiO2·nН2О+Са(ОН)2, (1)
2CaOЧ SiO2 + nН2О=2CaOЧ SiO2 · nН2О (2)
Как следует из уравнения реакции (1), гидратация алита протекает с выделением гидроксида кальция, поэтому огнеупор, изготовленный из стабилизированного доломитового клинкера с высоким содержанием С3S и без СаО своб., неизбежно будет содержать его после обжига отформованных изделий. Поэтому при проектировании состава клинкера и режимов его получения необходимо стремиться к минимальному содержанию СаО и С3S, а C2S должен быть стабилизирован.
Огнеупор на основе стабилизированного доломитового клинкера в отличие от таких известных огнеупоров, как периклазоизвестковый, металлургический доломит и смолодоломитовый кирпич, не разрушается на воздухе от гидратации, а при термообработке не выделяет токсичных веществ и сохраняет высокие значения физико-механических и теплофизических свойств при длительном хранении и эксплуатации. Водоустойчивый доломитовый клинкер не содержит свободного оксида кремния, который весьма активен в реакциях с высокоосновными силикатами и свободным оксидом кальция портландцементного клинкера, а также с основными металлургическими шлаками. Это обеспечивает высокую стойкость огнеупора к клинкерной и шлаковой агрессии.
При изготовлении клинкера мы стремились разрешить несколько задач: получить высококачественный клинкер, обладающий высокой огнеупорностью; установить возможность применения клинкера в качестве огнеупорного гидравлически твердеющего цемента в жаростойком бетоне; изготовить на основе доломитового клинкера штучный огнеупор.
На основе лабораторно-технологических исследований [4–6], проведенных в УП НИИСМ, осуществлен промышленный эксперимент по изготовлению опытной партии доломитового клинкера.
Основными стадиями получения огнеупорного клинкера по мокрой технологии во вращающейся печи являются: приготовление сырьевого шлама; помол сырьевого шлама; корректировка сырьевого шлама; обжиг шлама во вращающейся печи; охлаждение клинкера.
В качестве базового объекта для выпуска опытной партии клинкера и апробации технологии выбрана технологическая линия с вращающейся печью Ж 3,3ґ78,8 м по производству портландцементного клинкера на ОАО «Красносельскстройматериалы».
Предварительно были проведены работы по подготовке технологической линии для выпуска опытной партии периклазоалитового клинкера, а именно: модернизирован участок приготовления и транспортирования сырьевой смеси, отрегулирована работа горелочных устройств вращающейся печи для обеспечения оптимальной температуры обжига клинкера.
Сырьевыми компонентами являлись доломитовая мука по ГОСТ 14050-93 (ОАО «Доломит»); песок кварцевый по ГОСТ 22551-77 марки ВС-0,30-В (ГОК, г. Гомель); концентрат апатитовый по ГОСТ 22275-90 (Россия).
Расчет сырьевой смеси производили таким образом, чтобы обеспечить коэффициент насыщения клинкера КН = 0,95 и содержание Р2О5 в клинкере на уровне 1,5%. Химический состав сырьевых материалов, принятый для расчета сырьевой смеси, приведен в работе [4].
Сырьевой шлам, подававшийся на обжиг во вращающуюся печь, характеризовался следующим химическим составом, %: SiO2 — 11,11; Аl2O3 — 1,71; Fe2O3 — 0,64; TiO2 — 0,10; CaO — 27,70; MgO — 17,18; SO3 — 0,41; Na2O — 0,18; K2O — 0,34; P2О5 — 0,76; п.п.п. — 40,25. Соответственно клинкер должен был бы иметь следующий теоретический состав, %: SiO2 — 18,59; Аl2O3 — 2,86; Fe2O3 — 1,07; TiO2 — 0,16; CaO — 46,36; MgO — 28,75; SO3 — 0,68; Na2O — 0,309; K2O — 0,56; P2О5 — 1,27.
Обжиг шлама осуществляли во вращающейся печи Ж 3,3ґ78,8 м. Время заполнения контрольного бачка емкостью 180 л при выводе печи на режим 80–60 с; при работе печи в нормальном режиме 43–48 с, что соответствует производительности 10,5–11 т клинкера в час.
Теплотехнические параметры вращающейся печи после вывода на оптимальный режим характеризовались следующими значениями: расход природного газа — 2500 м3/ч; температура отходящих газов — 350 °С; разрежение в пыльной камере — 18,0 мм в.ст.
Полученный в результате промышленного эксперимента доломитовый клинкер имел следующий химический состав, %: SiO2 — 21,23; Аl2O3 — 2,62; Fe2O3 — 1,15; TiO2 — 0,16; CaO — 46,50; MgO — 25,71; SO3 — 0,46; Na2O — 0,35; K2O — 0,24; P2О5— 1,26; п.п.п. — 0,18.
Фазовый состав клинкера представлен алитом С3S (6,6%), белитом b-С2S (56,0%), периклазом МgО (25,7%), трехкальциевым алюминатом С3А (4,9%) и четырехкальциевым алюмоферритом С4АF (3,5%).
Разница между теоретическим и практическим химическим составом клинкера позволяет предположить, что при обжиге шлама во вращающейся печи имел место так называемый избирательный пылеунос из-за разной тонкости помола сырьевых компонентов: тонкоизмельченная доломитовая мука и грубомолотый кварцевый песок уносились из печи вместе с отходящими газами в пропорциях, отличных от тех, которые были заданы в сырьевом шламе.
В результате проведения опытно-промышленных работ получено 100 т доломитового клинкера.
При проведении опытно-промышленных работ выявлено следующее:
- необходимы тщательный входной контроль сырьевых материалов и их точное дозирование для обеспечения необходимого химического и минералогического состава клинкера. Ограничения по химическому составу сырья касаются прежде всего содержания оксида алюминия. Содержание Аl2О3 в исходном доломите не может превышать 3,5%. Содержание SiО2 в кремнеземсодержащем сырье должно быть не менее 98%;
- необходим тонкий помол сырьевого шлама для обеспечения одинаковой тонины помола сырьевых компонентов. В противном случае при обжиге клинкера во вращающейся печи имеет место избирательный пылеунос. В результате этого коэффициент насыщения пыли повышается, а КН клинкера понижается;
- общий пылеунос из вращающейся печи при получении доломитового клинкера соответствует по величине пылеуносу при получении портландцементного клинкера;
- затраты топлива на обжиг составили 230 нм3 на 1 т клинкера, что эквивалентно расходу условного топлива ~ 20% от массы клинкера, т.е. не превышают затраты на получение портландцементного клинкера.
Для изучения свойств клинкера, как огнеупорного гидравлически твердеющего цемента и бетона, были проведены испытания нормальной густоты цементного теста, времени схватывания, постоянства объема, механической прочности на сжатие при различных сроках и условиях твердения.
Клинкер подвергали грубому дроблению на щековой дробилке, затем тонкому измельчению в шаровой мельнице до удельной поверхности 2800–3200 см2/г. Кроме того, готовили заполнитель, каковым являлась фракция клинкера более 2,5 мм. При испытаниях получены следующие результаты: нормальная густота цементного теста — 20,5–21%; время схватывания: начало — 0 часов 11 минут, конец — 5 часов 25 минут; постоянство объема — выдерживает; огнеупорность клинкера — выше 1730°С. Прочностные показатели образцов-балочек из цемента и заполнителя представлены в таблице 1.
{kind=link}
Как видно из приведенных данных, полученный доломитовый клинкер является огнеупорным основным материалом, обладающим гидравлическими свойствами. Такое сочетание свойств позволит применять клинкер в качестве огнеупорного заполнителя в бетоне и гидравлически твердеющего цемента для торкрет-масс, мертелей, жаростойких растворов; для формования крупногабаритных блочных и штучных огнеупоров.
Выше отмечалось, что для футеровки тепловых агрегатов в настоящее время в основном используется штучный огнеупор. Нами проведены исследования по получению огнеупорного кирпича из доломитового клинкера.
Для изготовления доломитового клинкера в лабораторных условиях сырьевые компоненты (доломитовую муку, кварцевый песок и апатитовый концентрат) перемешивали с увлажнением 5%-ным раствором декстрина; из полученных масс при давлении 50 МПа формовали образцы-цилиндры диаметром 36 и 70 мм, брикет сушили и обжигали в лабораторной электрической печи СНОЛ. Составы экспериментальных сырьевых смесей и условия получения клинкера приведены в таблице 2.
Обожженный брикет (клинкер) измельчали на щековой дробилке и рассевали на фракции 5,0–3,0 мм; 3,0–0,5 мм; 0,5–0,08 мм; менее 0,08 мм. Для изготовления образцов доломитового огнеупора готовили сухую смесь из фракционированного клинкера. Соотношение фракций выбрано исходя из рекомендаций, приведенных в [9,10]: 5,0–3,0 мм — 20%; 3,0–0,5 мм — 30%; 0,5–0,08 мм — 20%; менее 0,08 мм — 30%. Смесь из фракционированного клинкера увлажняли 5%-ным раствором декстрина, перемешивали и формовали образцы-цилиндры диаметром 70 мм. Давление прессования — 100 МПа. Образцы выдерживали в течение 1 суток в камере нормального твердения, сушили и обжигали в лабораторной печи СНОЛ. Свойства обожженного брикета (клинкера) и изделий определяли по действующим стандартам.
В процессе эксперимента установлено, что хранение сырца во влажных условиях приводит к увеличению прочности при сжатии в среднем на 21–27%. Причем у образцов из клинкера с КН = 0,9, содержащих большее количество алита, прочность выше как сразу после формования, так и через сутки.
На образцах, изготовленных из клинкера состава 3, через сутки появились посечки и трещины. Это подтверждает тот факт, что температура обжига клинкера с высоким коэффициентом насыщения, из которого в дальнейшем изготавливаются изделия, должна быть не ниже 1650°С; при температуре 1600°С процессы минералообразования в клинкере не завершены и часть оксида кальция остается в свободном состоянии, что приводит к его гидратации уже в изделии, вызывая образование трещин.
{kind=link}
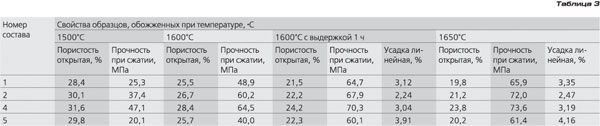
Основные свойства обожженных лабораторных образцов доломитового огнеупора представлены в таблице 3.
Как видно из представленных в таблице 3 данных, увеличение температуры обжига изделий ведет к увеличению прочности при сжатии, снижению открытой пористости, увеличению объемной и линейной усадки. При температуре обжига 1500°С открытая пористость образцов составляет 31,6 – 28,4%. При температуре обжига 1600°С без выдержки при максимальной температуре открытая пористость понижается до 28,4–25,5 %, но остается все еще высокой. Выдержка изделий при температуре 1600°С в течение часа приводит к снижению пористости до 24,2–21,5%, прочность при сжатии повышается до 60,1–70,3 МПа, объемная усадка изделий при этих условиях составляет 11,73–6,74%, линейная — 3,91–2,24%. Усадка изделий зависит от коэффициента насыщения и температуры обжига клинкера, из которого изготовлены изделия. Минимальная усадка у изделий из клинкера с коэффициентом насыщения 0,7, полученного при температуре 1650°С; максимальная — у изделий из клинкера с КН = 0,95. Повышение температуры обжига до 1650°С незначительно изменяет открытую пористость и прочность при сжатии образцов; более значительно изменяется усадка изделий, изготовленных из клинкеров с высоким коэффициентом насыщения. Таким образом, чтобы избежать дополнительной усадки изделий при службе в тепловых агрегатах, температура обжига изделий должна находиться в пределах 1600–1650°С, причем выдержка при максимальной температуре обязательна.
При изучении пористости огнеупорных изделий было замечено, что пористость обожженных образцов по высоте заметно различается, разница в значениях может достигать 5%. Следовательно, при изготовлении изделий из огнеупорного доломитового клинкера следует особое внимание уделить процессу формования кирпича-сырца. В промышленных условиях необходимо обеспечить режим прессования, исключающий запрессовку воздуха; в противном случае в процессе сушки и обжига наблюдается образование трещин на поверхности изделия, которое неоднородно по плотности и пористости.
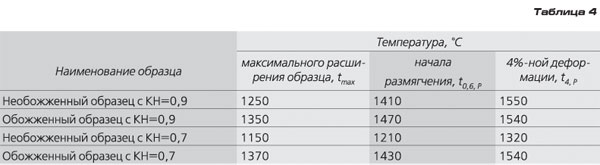
Важнейшим показателем качества огнеупорных изделий является деформация под нагрузкой при высоких температурах, которая в основном определяется химико-минералогической природой огнеупорного материала. Из технологических факторов наибольшее значение для деформации под нагрузкой имеет температура обжига изделий. Особенно сильно повышение температуры обжига влияет на повышение температуры начала деформации, как вследствие уменьшения при этом пористости, так и вследствие роста кристаллов и лучшего их спекания. В таблице 4 представлены результаты испытаний лабораторных образцов доломитового огнеупора на деформацию под нагрузкой.
Температура начала деформации под нагрузкой необожженных изделий значительно зависит от коэффициента насыщения исходного клинкера. Для необожженных образцов с КН = 0,7 температура начала размягчения составляет 1210°С, что на 200°С ниже, чем у изделий из клинкера с КН = 0,9. У обожженных изделий с КН = 0,7 температура начала размягчения тоже несколько ниже, чем у изделий с КН = 0,9, но не столь значительно, и равна 1430°С. Температура 4%-ной деформации незначительно зависит от КН и для всех изделий составляет 1540–1550°С.
{kind=link}
На ОАО “Внуковский огнеупорный завод” (РФ, Московская область) в цехе периклазовых огнеупоров проведен производственный эксперимент по получению доломитовых огнеупорных изделий. Доломитовый клинкер для них предварительно был изготовлен на ОАО “Подольский огнеупорный завод” (РФ, Московская область). Изделия формовали на гидравлическом прессе ДГО-542 при удельном давлении 120 МПа. В качестве связки использован раствор технического лигносульфоната, который применяется на действующем производстве для формования периклазовых огнеупоров. Размер кирпича соответствовал стандартному типа ША-5: 256х127х68 мм. Всего было отформовано 38 изделий общей массой 200 кг. После сушки образцы обжигали в туннельной печи длиной 45 м. Максимальная температура обжига — 1650°С, общее время обжига — 150 часов. В результате испытаний установлены следующие значения свойств огнеупорного доломитового кирпича: плотность — 2800 кг/м3; прочность при сжатии — 80 МПа; пористость открытая — 15%; огнеупорность — более 1750 °С.
Опытные образцы изделий из доломитового клинкера, полученные в лабораторных и промышленных условиях, по основным свойствам не уступают хромитопериклазовым изделиям для футеровки вращающихся печей по ГОСТ 21436.
Полученные экспериментальные данные использованы при разработке технологического регламента производства огнеупоров на основе доломита на КПУП “Обольский керамический завод” с целью организации в Беларуси собственного производства огнеупорных материалов.
P.S. Коллектив УП НИИСМ выражает благодарность руководству и инженерно-техническому персоналу ОАО «Красносельскстройматериалы», ОАО «Внуковский огнеупорный завод», ОАО «Подольский огнеупорный завод», ОАО «Термостроймонтаж», КПУП «Обольский керамический завод» за организационную и техническую помощь в проведении опытно-промышленных работ по выпуску опытной партии доломитового клинкера и изделий на его основе.
Список использованных источников
1. Захаренко В.И., Лисицин Н.Г. Труды Гипроцемента. Вып. 36. М.: Стройиздат, 1969. С. 90–95.
2. Шубин В.И. Огнеупоры для цементных вращающихся печей // Физико-химические и технологические основы жаростойких цементов и бетонов. М.: Наука, 1986. С.173–175.
3. Bongers U. V., Stradmann Y. J. Dolomia, la solucion para la zona de sinterizacion de los hornos rotativos de cemento/ Cem.-hormigon. 2000. 71, № 806.
Р.62–71.
4. Новицкая И.Ф., Бацевичус О.Г., Власенко Ж.Н. Белов И.А. Получение жаростойкого бетона на основе периклазоалитового клинкера / Материалы VIII Междунар. науч.-практ. семинара (Минск, 15–16 ноября 2001 г.). Мн.: Стринко, 2001. С.109–116.
5. Патент РБ на изобретение № 6910 “Доломитовый огнеупор”, приоритет от 27.12.2001 г.
6. Заявка на изобретение в Национальный центр интеллектуальной собственности РБ № а20020794 от 30.09.2002 г.
7. Эйтель В. Физическая химия силикатов. М.: Иностранная литература, 1962. С.437.
8. Кайнарский И.С., Дегтярева Э.В. Основные огнеупоры. М.: Металлургия, 1974. С.202.
9. Гребенюк А.А. Высокоогнеупорный устойчивый доломитовый клинкер и изделия из него / Сб. работ НИИ огнеупоров и кислотоупоров. Харьков, 1938. С.51–60.
10. Огнеупоры для промышленных агрегатов и топок: Справочное издание. Кн.1 Производство огнеупоров / И.Д. Кащеев и др. М.: Интермет Инжиниринг, 2000. 663 с.