Сталефибробетон является разновидностью дисперсно-армированного железобетона и изготавливается из мелкозернистого или крупнозернистого тяжелого бетона (бетон-матрица), в котором в качестве арматуры используются равномерно распределенные по его объему стальные фибры. Совместность работы бетона и стальных фибр обеспечивается благодаря сцеплению по их поверхности и анкеровке фибры за счет периодического профиля и ее кривизны в продольном и поперечном направлении.
В настоящее время сталефибробетон – привычный и отработанный во многих индустриально развитых странах мира строительный материал. Известен он был и в бывшем СССР, однако существовавшие в тот период технологии базировались на применении прежде всего отходов металлообрабатывающей промышленности – стружки, обрезков канатных тросов и т.д. и были адаптированы преимущественно под использование жестких бетонных смесей.
Появление новых специально созданных видов стальной фибры – проволочной анкерного, волнового и прямого профиля, фрезерованной из стальных слябов, из резанного листа и др., а также применение мощных химических модификаторов – супер- и гиперпластификаторов позволило вывести сталефибробетон на принципиально новый технологический уровень, одновременно расширивший области его применения и резко повысивший основные физико-механические характеристики (прочность бетона на растяжение при изгибе, трещиностойкость, ударостойкость и т.д.).
С развитием технологии монолитного бетона материал нашел в этой сфере определенную нишу.
Основные области применения фибры:
- в монолитных конструкциях – полы промышленных зданий, склады логистических центров, монолитные обделки метро и тоннелей, взлетно-посадочные полосы аэродромов, стоянки автомобилей и автомобильные дороги, резервуары и бассейны, банковские и сейфовые хранилища, взрывозащитные фортификационные объекты и др.;
- в торкретсталефибробетоне – ремонт и усиление железобетонных и каменных конструкций, укрепление горных склонов и откосов и т.п.;
- в сборном сталефибробетоне – трубы, тюбинги метро, элементы стеновых панелей и плит перекрытия, железнодорожные шпалы, дорожные плиты, малые архитектурные формы и др.
За последние несколько лет РУП “БМЗ” освоил производство из стальной проволоки фибры широкой номенклатуры типоразмеров и геометрических форм (табл. 1–3). В настоящее время продукция сертифицирована в Республике Беларусь и Российской Федерации, продолжается процедура ее сертификации в странах Европы.
В период 2007–2009 гг. сталефибробетон с применением фибры БМЗ изучался в лабораториях РУП “Институт БелНИИС”. Накопленные данные по технологическим и физико-механическим характеристикам смесей и сталефибробетона стали основой ряда нормативных документов, в частности технических условий ТУ BY 400074854.628–2009 и соответствующих Рекомендаций по проектированию и технологии изготовления конструкций из сталефибробетона. Небольшая часть экспериментально полученной научно-технической информации легла в основу данной статьи.
Для обеспечения высокого качества сталефибробетона с фиброй БМЗ должны соблюдаться требования к материалам, бетонным смесям, условиям выдерживания отформованных изделий, бетонным и железобетонным конструкциям, предусмотренные действующей нормативно-технической и проектно-технологической документацией.
Выбор конструктивных решений сталефибробетонных конструкций следует производить исходя из технико-экономической целесообразности их применения в конкретных условиях строительства с учетом максимального снижения их материало-, трудо- и энергоемкости, стоимости, повышения долговечности и увеличения межремонтного ресурса.
Сталефибробетон рекомендуется применять в конструкциях зданий и сооружений, в которых существенное значение имеют снижение собственного веса, уменьшение раскрытия трещин, обеспечение водонепроницаемости бетона, повышение его ударной стойкости, сопротивления истиранию, продавливанию и долговечности. Наиболее эффективно по сравнению с традиционным железобетоном могут быть использованы следующие технические преимущества сталефибробетона:
- повышенные трещиностойкость, ударная стойкость, вязкость разрушения, износостойкость, морозостойкость, сопротивление кавитации;
- пониженные усадка и ползучесть;
- возможность использования более эффективных конструктивных решений, чем при обычном армировании, например, тонкостенных конструкций, конструкций без стержневой или сетчатой распределительной и поперечной арматуры и др.;
- снижение трудозатрат на арматурные работы, повышение степени механизации и автоматизации производства железобетонных конструкций, например в сборных тонкостенных оболочках, складках, ребристых плитах покрытий и перекрытий, сборных колоннах, балках, монолитных днищах емкостных сооружений, дорожных и аэродромных покрытиях, монолитных и сборных полах промышленных и общественных зданий и др.
Основные технологические процессы изготовления бетона для сталефибробетона, как правило, принципиально не изменяются.
Однако имеется ряд существенных технологических особенностей, требующих безусловного соблюдения на стадиях дозирования, приготовления, транспортирования, укладки сталефибробетона.
Основной причиной, вызывающей наибольшие технологические трудности, является получение приемлемых характеристик однородности распределения армирующих волокон по объему бетона – базовой матрицы. Для этого существует специальный показатель неоднородности, относительно близкий к показателю раствороотделения смеси.
Сложность его прогнозирования обусловлена влиянием вида используемой фибры, абсолютного количества вводимого материала, содержанием объема цементного теста в составе бетона-матрицы, заданных параметров удобоукладываемости смесей и методиками дозирования армирующих компонентов.
Несмотря на большой объем информации относительно воздействия различных факторов на однородность получаемого сталефибробетона, до настоящего времени подбор приемлемых параметров во многом обусловлен наличием или отсутствием экспериментальных данных по конкретному виду фибры и характеристиками используемого состава бетона и смеси.
На основе мирового опыта и собственных исследований установлено, что равномерное распределение стальных фибр в объеме матрицы зависит от следующих факторов:
- размеров фибры (особенно отношения ее длины к диаметру lƒ / dƒ);
- коэффициента объемного армирования µƒ;
- марки по удобоукладываемости сталефибробетонной смеси по СТБ 1035–96;
- класса бетона-матрицы по СТБ 1544–2005 (объема цементного теста);
- последовательности ввода компонентов и режима перемешивания сталефибробетонной смеси;
- способа подачи стальных фибр в смеситель;
- типа используемого смесителя.
Вид фибры и ее параметры определяют технологические ограничения, выполнение которых помогает исключить или свести к минимуму неоднородности распределения дисперсной арматуры по объему матрицы.
К числу типов фибры, выпускаемых РУП “БМЗ” и наиболее устойчивых к появлению неоднородности (так называемых “ежей”) при приготовлении смеси, относятся:
фибра анкерная с отношением lƒ / dƒ =
= 43, 50 и 60 (длина 30 мм, диаметр 0,5; 0,6 и 0,7 мм) при условии ввода не более µƒ = 0,015 (1,5%);
фибра анкерная с отношением lƒ / dƒ =
= 45 и 50 (длина 50 мм, диаметр 1,0 и
1,1 мм) при условии ввода не более µƒ = = 0,01 (1,0%);
фибра анкерная с отношением lƒ / dƒ =
= 55 (длина 60 мм, диаметр 1,1 мм) при условии ввода не более µƒ = 0,01 (1,0%);
фибра волнового профиля с отношением lƒ / dƒ = 30, 31, 36 и 38 (длина соответственно 18, 22, 18 и 15 мм, диаметр – 0,6; 0,7; 0,5; 0,4 мм) при условии ввода не более µƒ = 0,005 (0,5% по объему или до 40 кг/м3);
фибра прямая (микрофибра) с отношением lƒ / dƒ = 37 и 43 (длина 13 мм, диаметр соответственно 0,35; 0,3 мм) при условии ввода в количестве не более µƒ = 0,015 (1,5% по объему);
фибра прямая (микрофибра) с отношением lƒ / dƒ = 52 (длина 13 мм, диаметр 0,25 мм) при условии ее ввода в количестве не более µƒ = 0,01 (1,0% по объему).
К числу фибр, на которых при приготовлении смесей следует соблюдать некоторые ограничения, относятся:
фибра анкерная с отношением lƒ / dƒ = 75 и 86 (длина 30 мм, диаметр 0,4 и 0,35 мм) при условии ввода µƒ = от 0,01 (1,0%) до 0,015 (1,5%);
фибра анкерная с отношением lƒ / dƒ = 56 и 63 (длина 50 мм, диаметр 0,9 и 0,8 мм) при условии ввода µƒ = от 0,01 (1,0%) и до 0,015 (1,5%);
фибра анкерная с отношением lƒ / dƒ = 60, 67 и 75 (длина 60 мм, диаметр 1,0; 0,9 и 0,8 мм) при условии ввода µƒ = от 0,01 (1,0%) и до 0,015 (1,5%);
фибра прямая (микрофибра) с отношением lƒ / dƒ = 60 (длина 12 мм, диаметр 0,2 мм) при условии ввода в количестве не более µƒ = 0,005 (0,5% по объему);
фибра волнового профиля с отношением lƒ / dƒ = 60 и 75 (длина соответственно 15 мм, диаметр соответственно 0,25 и 0,2 мм) при условии ввода не более µƒ = 0,005 (0,5% по объему).
При приготовлении смесей на фибре анкерной с отношением lƒ / dƒ = 100 (длина 30 мм, диаметр 0,3 мм) при условии ввода не более µƒ = 0,005 (0,5%) следует соблюдать существенные ограничения.
Во избежание появления неоднородности сталефибробетонных смесей рекомендуется ограничить использование фибры в соответствии с вышеуказанными дозировками.
Равномерность распределения фибр в объеме замеса, минимизация неоднородностей композита (комки и “ежи”) достигаются выполнением следующих мероприятий:
- увеличение подвижности смеси путем введения пластифицирующих добавок 1-й группы эффективности;
- равномерная подача фибры в смеситель с помощью специальных устройств.
Дозирование компонентов бетонной смеси осуществляют действующими и тарированными дозаторами. Дозировка сыпучих материалов производится только по массе, жидких составляющих – по массе или объему. Погрешность дозирования не должна превышать 1% для цемента и воды, 2% – для заполнителей и стальной фибры. Для всех материалов за исключением металлической фибры лучше всего применять серийно производимые дозаторы.
{kind=link}
Введение в смесь металлических фибр БМЗ любой номенклатуры на полный замес рекомендуется осуществлять в один, два или три приема в зависимости от абсолютного количества вводимой в состав композита фибры и ее вида (параметров).
Фибру устойчивого типа к появлению неоднородности вводят в смесь:
- одновременно (в один прием) на весь замес при условии, если расчетное количество фибры 0,5% от объема;
- в два приема на замес при условии, если расчетное количество фибры в пределах 1,0…1,5% от объема;
- в три приема на замес, если расчетное количество фибры более 1,5% от объема.
Введение в смесь фибры неустойчивого типа к появлению неоднородности осуществляют:
- в два приема на замес при условии, если расчетное количество фибры в пределах 0,5…1,0% от объема;
- в три приема на замес, если расчетное количество фибры более 1,0% от объема.
Допускается ручное введение фибры непосредственно из коробок заводской упаковки по 20…25 кг (рис. 1).
Таблица 1
Технические параметры фибры стальной прямого профиля (микрофибры)
Наименование параметровЗначение показателей
и их предельные отклонения
Длина L, мм 12±1 13±1 13±1 13±1 Номинальный диаметр D, мм +0,01
0,20
-0,01
+0,02
0,25
-0,01
+0,02
0,30
-0,02
+0,03
0,35
-0,02
Индекс фибры, L/D 60±9 52±8 43±7 37±6 Масса 1000 шт., кг 0,003 0,005 0,007 0,010Примечания.
1. Допускается волнистость фибры с отклонением от прямолинейности 1 мм;
2. Указанная в таблице масса фибры является справочной величиной.
{kind=link}
Таблица 2
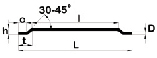
Технические параметры фибры стальной анкерного профиля
Наименование параметровЗначение показателей и их предельные отклонения
Длина L, мм30±2
50±3
60±3
Ном.
диаметр D, мм
+0,02
0,30
-0,02
+0,03
0,35
-0,02
+0,04
0,40
-0,03
+0,05
0,50
-0,04
+0,05
0,60
-0,04
0,05
0,70
0,04
+0,05
0,80
-0,05
+0,05
0,90
-0,04
+0,05
1,0
-0,04
+0,05
1,1
-0,04
+0,05
0,80
-0,05
+0,05
0,90
-0,04
0,05
1,0
-0,04
+0,05
1,1
-0,04
Длинаконцов c, мм
4±3
4±3
4±3
Высота отклонения анкера h, мм3±2
3±2
3±2
Длина среднего участка I, мм19±2
38±4
48±4
Индекс фибры, L/D 100±15 86±12 75±11 60±9 50±7 43±6 63±9 56±8 50±7 45±6 75±11 67±10 60±9 55±8 Масса1000 шт., кг 0,017 0,023 0,031 0,048 0,069 0,094 0,201 0,255 0,314 0,380 0,241 0,304 0,376 0,455
Примечание. Указанная в таблице масса фибр является справочной величиной.
{kind=link}
Таблица 3
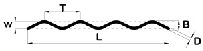
Технические параметры фибры стальной волнового профиля
Наименование параметровЗначение показателей и их предельные отклонения
Длина L, мм15,0±1,0
18,0±1,0
22,0±1,5 Номинальный диаметр D, мм +0,02
0,20
-0,01
+0,02
0,25
-0,01
0,02
0,30
-0,02
+0,03
0,35
-0,02
+0,05
0,40
-0,03
+0,05
0,50
-0,04
0,05
0,60
-0,04
+0,05
0,70
-0,04
Высота волны В, мм1,1±0,6
Длина волны Т, мм4,5±1,0
5,0±1,0
5,5±1,0 Амплитуда волны W, мм0,7±0,3
Индекс фибры, L/D 75±11 60±9 50±8 43±6 38±6 36±5 30±5 31±5 Масса 1000 шт., кг 0,004 0,006 0,009 0,012 0,016 0,029 0,042 0,069Примечание. Указанная в таблице масса фибр является справочной величиной.
{kind=link}
Однако ручная загрузка возможна только для фибр устойчивого типа и с некоторыми ограничениями к появлению неоднородности смеси при приготовлении. В случае использования фибры с существенными ограничениями следует применять механизированные способы – специальные устройства, обеспечивающие требуемую производительность (скорость) подачи и равномерное распределение фибры в бетоне при подаче в смеситель (рис. 2).
Для изготовления качественной сталефибробетонной смеси разработаны специальные установки для подачи и распределения фибры (рис. 3). Есть и более сложные специализированные и относительно дорогостоящие установки, осуществляющие автоматическое и полуавтоматическое дозирование стальной фибры (типичный пример установки серии DINO 50, DINO 100 немецкой компании IFT “Fasertechnik”).
На практике применяют два основных способа приготовления сталефибробетонной смеси:
- по традиционной технологии – равномерное введение фибровой арматуры в готовую бетонную смесь; смешивание фибры со смесью и выгрузка;
- приготовление сухой смеси (заполнители, вяжущее, фибра); подача воды и добавок в работающий смеситель; смешивание и выгрузка.
Второй способ рекомендован для бетонов с крупным заполнителем. Оба способа могут быть применены как в сборном, так и монолитном строительстве, где в качестве смесителя используется непосредственно автобетоносмеситель (АБС).
{kind=link}
Технология приготовления смеси должна удовлетворять требованиям нормативно-технических документов, в том числе СНБ 5.03.02–03, СТБ 1035–96,
СТБ 1545–2005, СТБ 1544–2005, СТБ1182–99.
Применяемые бетоносмесители и режимы перемешивания сталефибробетонной смеси различных марок по удобоукладываемости должны обеспечить получение гомогенной смеси с коэффициентом вариации прочности внутри замеса не более 10%.
Приготовление сталефибробетонной смеси с использованием стальной фибры БМЗ может осуществляться в стационарных гравитационных смесителях и автобетоносмесителях с учетом необходимых ограничений по методике введения фибр, времени перемешивания; оптимальный вариант – в смесителях принудительного действия.
На стройплощадке время введения фибры в привезенную смесь (матрицу), находящуюся в автобетоносмесителе, и их последующее домешивание рекомендуется ограничивать 10...12 мин., т.к. увеличение продолжительности может способствовать более интенсивному образованию “ежей”.
Удобоукладываемость бетонной смеси назначают с учетом времени ее транспортирования, водоцементного отношения, вида цемента, наличия химических добавок, температурно-влажностных условий и других факторов.
Необходимо принимать во внимание величину обязательного снижения удобоукладываемости бетонной матрицы, доставленной на площадку, при добавлении в нее фибры.
В этой связи возможны два варианта решения задачи:
- исходное назначение большей подвижности бетонной матрицы (повторный расчет состава);
- восстановление подвижности смеси после добавления фибры путем введения в миксер пластифицирующей добавки 1–2-й группы.
Для обеспечения заданной удобоукладываемости сталефибробетонной смеси и получения бетонной матрицы повышенной и высокой прочности следует применять пластифицирующие добавки 1-й группы по СТБ 1112–98.
Рекомендуется использование следующих суперпластификаторов, производимых в Республике Беларусь: СМ-1
по ТУ BY 100138369.466–2006, СМ-2
по ТУ BY 100138369.465–2006, а также продукции ОАО “Полипласт” – добавки СП-1 (СП-3), “Реламикс”, продукции ООО “Стахема-М” – добавка “Стахемент FЖ-35” и др.
{kind=link}
Если работы производятся в зимних условиях, в состав монолитного сталефибробетона могут вводиться комплексные добавки ОАО “Полипласт” – “Криопласт СП15–1”.
При необходимости получения высокопрочных сталефибробетонов класса С35/45 и более, а также обеспечения высокой подвижности (с показателем расплыва конуса более 50 см) используются гиперпластификаторы на основе поликарбоксилатов – фирмы “Siкa” (Швейцария) Viscocrete VC5600, Стахемент-2000М-Ж30 (Беларусь), ГП-1 по ТУ BY 100230600.447–2006 (Беларусь).
Количество суперпластификаторов С-3 (СП-1), СМ-1 при проектировании составов бетонов рекомендуется принимать в зависимости от качества цемента завода-изготовителя и заданного класса бетона. Так, для цементов Кричевцементношифера и Красносельскстройматериалы: 0,6…0,7% от массы вяжущего (МВ) для рядовых бетонов; 0,8…0,9% от МВ для высокопрочных или высокоподвижных бетонов. Для цемента Белорусского цементного завода: 0,7…0,8% от МВ для рядовых бетонов; 0,85…1,0% от МВ для высокопрочных или высокоподвижных бетонов.