Клинкером, или клинкерным кирпичом, называют кирпич, обожженный до полного спекания черепка без остеклования поверхности и признаков деформации.
В зависимости от области применения различают дорожный клинкер, строительный, облицовочный, клинкер для гидротехнических сооружений. Из всех его разновидностей наибольшее распространение получил клинкер дорожный, с которым прежде всего и связывались представления о данном материале как о строительном.
История клинкера началась в Дании в местечке Бокхорно в 1743 г. с появления мастерской по обжигу кирпичей (камней) для мощения дорог.
В России первый клинкерный завод был построен в 1884 г. в с. Топчиевка под Черниговом. Изделия изготавливались на шнековых прессах, обжигались в немецкой гофманской печи. Почти вся загрузка в печь подвергалась полному спеканию и превращалась в сплошную массу, сплавленные глыбы на заводе дробились и направлялись на дорожные работы.
{kind=link}
С 1904 г. Топчиевский завод перешел на выпуск продукции в виде отдельных кирпичей. При обжиге клинкера в гофманской печи получалось свыше 50% недожога. В 1908 г. кольцевая печь перестроена на камерную с обратным пламенем, в результате чего количество недожога уменьшилось до 25%.
После Октябрьской революции в СССР были построены уже несколько предприятий по производству дорожного клинкера, в том числе и в Белорусской ССР в Гомеле — по сухому способу формования и обжигу в газогенераторной камерно-кольцевой печи. Производительность их была незначительной (около 3 млн штук). Все эти предприятия находились в ведении местных дорожных организаций. И поэтому данная отрасль совершенно выпала из поля зрения широкого круга специалистов-керамиков. Организованного производства других разновидностей клинкера практически не существовало, а в Республике Беларусь не существует до настоящего времени.
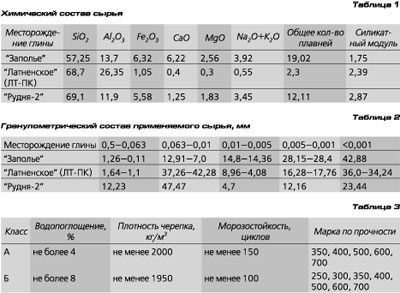
Полезные ископаемые Витебского региона Беларуси относятся к единому озерно-ледниковому периоду, в котором участвуют мореные отложения валдайского оледенения, то есть по своему химическому и минеральному составу они не имеют больших отличий. Все глины классифицируются как легкоплавкие, полукислые, неспекающиеся, с высоким содержанием красящих окислов.
Глины месторождения “Заполье”, разведанные в 80-х годах прошлого столетия, относятся к группе полукислого глинистого сырья, они умеренно пластичные, с высоким содержанием Fe2O3 и FeO с карбонатными включениями. Поэтому построенный в 1977 г. в Оболи высокомеханизированный завод керамических изделий со шликерной подготовкой глиномассы и полусухим способом прессования на территории работающего с 1929 г. кирпичного завода идеально подходил для выпуска качественного кирпича в стране.
Преимущества используемой технологии по сравнению с технологией пластического формования кирпича следующие:
– полная переработка карбонатных включений, которые отрицательно влияют на качество кирпича и морозостойкость;
– краткость технологии, сокращение единиц технологического оборудования и транспортных средств;
– получение изделий хорошей геометрической формы и точных размеров;
– садка кирпича, производимая сразу же после пресса на печные вагонетки, что значительно уменьшает транспортные расходы и снижает процент брака.
Недостатками технологии являются большой расход топлива и электроэнергии на 1 тыс. штук кирпича и ограничение пустотности изделий. Поэтому оптимальный вариант использования дорогостоящей технологии — выпуск уникальной продукции, которая была бы на строительном рынке вне конкуренции и оправдала высокую себестоимость.
Научно-исследовательские работы по подбору сырья для получения клинкерного кирпича начались в 2004 г. За основу брались местные глины месторождения “Заполье”. Было исследовано несколько месторождений глин на предмет применения их для производства клинкера — “Городное”, “Печорское”, “Латненское”, “Рудня-2”. В качестве отощителей и плавней использовались шамот, нефелин-сиенит, полевой шпат, тонкомолотый гранитный отсев, кварцевый песок. Разработка велась по двум способам производства: полусухому и пластическому.
Наилучшие результаты были получены при использовании трех глин без добавок: месторождения “Заполье”, “Латненское”, “Рудня-2” по полусухому способу прессования со шликерной подготовкой глиномассы. Подбор сырья производился после его глубокого технологического исследовании, особенно по химическому и минеральному составу.
Использовались глины огнеупорные или тугоплавкие с интервалом спекания 180–200°С. Была проверена возможность применения смеси глин: тугоплавких, легкоплавких, гидрослюдисто-монтмориллонитовых и суглинков различного химического, гранулометрического и минерального состава.
Наиболее важная составляющая сырья при производстве клинкерного кирпича — это оксид алюминия (Al2O3). Он снижает вязкость расплава, а достаточное его содержание позволяет уменьшить деформацию изделий в процессе обжига. Легкоплавкие кирпичные глины имеют в своем составе недостаточное количество Al2О3, его содержание увеличивают путем добавления в шихту каолинитовых глин. Оптимальное содержание Al2О3 в шихте — 17–25%.
Глины не должны содержать оксида железа (Fe2O3) более 6–8%, так как в процессе обжига трехвалентный оксид железа под влиянием восстановительной среды при 1000°С интенсивно переходит в двухвалентный оксид железа FeO (закись), который быстро вступает в реакцию с кремнеземом, образуя легкоплавкий фаелит (2FeO х SiO2).
Вследствие этого в изделиях вблизи поверхности образуется сплошная корка, препятствующая удалению углекислого газа. Для выгорания углерода необходимо уменьшать скорость нагрева кирпича в диапазоне 900–1100°С. Если указанных условий не соблюдать, то отложившийся углерод может вызвать образование вздутий на поверхности изделий.
Оксиды железа оказывают влияние и на окраску изделий после обжига. В зависимости от соотношения Fe2O3 и FeO изделия окрашиваются от вишнево-красного до темно-фиолетового цвета.
Глины должны содержать оксида кальция не более 7–8%. Повышенное содержание CaO в глине обусловливает уменьшение интервала спекания. Углекислый газ, образующийся при разложении CaCO3, может увеличить пористость изделия. При повышенном содержании CaO в глине в начале процесса спекания могут происходить медленная усадка или расширение, а затем вследствие образования жидкой фазы — резкое плавление и деформация изделий, в особенности под нагрузкой (нижние ряды садки кирпича) на спекшейся поверхности образуются вздутия. Необходимо, чтобы CaO в глине находился в тонко распределенном состоянии.
Оксида магния (MgO) в глинах должно быть 3–4%. У глин, содержащих MgO, интервал спекания больше при одинаковом содержании в них CaO. Существенный недостаток магнезиальных глин заключается в том, что они имеют относительно большую усадку.
Щелочные оксиды (Na2O; K2O) имеются в керамических глинах в количестве 1,5–4,5%. При недостаточном спекании или слишком высокой температуре обжига необходимо корректировать состав добавлением плавней.
Для оценки качества глиняного сырья используется кремнеземистый модуль. Хорошие глины для производства клинкера характеризуются кремнеземистым модулем 3–4,5. При его высоком значении возрастает хрупкость изделий, снижается их прочность и морозостойкость. При низком — возникают трудности при выпуске клинкера, так как уменьшается интервал спекания в процессе обжига, увеличивается вероятность появления деформаций.
По минеральному составу преимущество имеют глины с полиминеральным составом, то есть содержащие различные глинистые компоненты, которые обладают различной дисперсностью и огнеупорностью. Установлено, что наличие минералов каолинитовой группы должно быть в пределах 20–30%.
При высоком содержании монтмориллонита (более 30%) необходимо добавлять отощители. Трудности могут возникать при повышенном (более 10%) содержании гидрослюды. В этом случае уменьшается интервал спекания и наступает быстрая деформация при максимальной температуре обжига.
{kind=link}
Остальные глинистые минералы в кирпичных глинах имеются в небольших количествах и значимого влияния на процесс клинкерообразования не оказывают. Недопустимо наличие крупных включений карбонатов, поскольку образующиеся при обжиге свободные оксиды кальция могут вызвать изменение объема, растрескивание и даже разрушение изделий при взаимодействии с атмосферной влагой. Вредными примесями в глинах являются некоторые железистые соединения, такие, как пирит и сидерит, встречающиеся в виде крупных включений. Оксиды и гидроксиды железа в тонкодисперсном состоянии не относятся к вредным примесям.
По гранулометрическому составу более пригодны тонкодисперсные глины, так как в наиболее тонких фракциях содержится наибольшее количество плавней; по пластичности — среднепластичные глины. Для получения качественного клинкера из смеси глин с малым интервалом спекания (60–90°С) в туннельной печи с высотой канала 1,85 м, где невозможно создать однородное температурное поле, необходимо прогрев, спекание и охлаждение изделий производить очень медленно (не менее 138 часов) при небольшой тяге в окислительно-восстановительной среде.
В лабораторных условиях клинкер получен из трех составов глиняного сырья. В цехе полусухого прессования отработана технология производства, разработаны и утверждены ТУ на клинкерный кирпич и получены все результаты испытаний согласно ТУ на клинкер по одному составу глин:
– глина месторождения “Рудня-2” — 25–35 %;
– глина месторождения “Латненское” Воронежской обл. — 35–45 %,
– глина месторождения “Заполье” — остальное.
Характеристика сырья.
1. Глинистое сырье месторождения “Заполье” имеет светло-коричневый цвет, крупнодисперсную структуру, беспорядочную (комковую) текстуру. Легко поддается дроблению, хорошо размокает в воде, бурно вскипает при взаимодействии с 10%-ным раствором соляной кислоты. Карьерная влажность сырья 20–25%. По числу пластичности глина относится к группе умеренно пластичного сырья (12–19,7), по чувствительности к сушке (по Чижскому) — к группе малочувствительного, является полиминеральным сырьем. Глинистое вещество представлено каолинитом (6–15%), монтмориллонитом (10–18%), гидрослюдой (5–12%), в качестве примеси присутствуют хлориты. В более крупных фракциях содержатся неглинистые минералы в следующих соотношениях: б-кварц — до 33%, кальцит — 6–10, доломит — до 5,5, полевые шпаты — до 8 %.
По засоренности природными крупнозернистыми включениями сырье относится к группе со средним содержанием крупных включений: > 5 мм — 0,16 %; 5–3 мм — 0,24; 3–2 мм — 0,27; 2–1 мм — 0,39; 1–0,5 мм — 0,2; сумма — 1,26 %. По степени спекания — к группе неспекающегося, по показателям огнеупорности является легкоплавким (1230°С). При температуре 1100°С водопоглощение составляет 7,1%.
2. Глинистое сырье Латненского месторождения.
Глина каолинитовая огнеупорная светло-серого цвета, тонкодисперсная, полукислая. Огнеупорность — не менее 1670°С, пластичность — 12,5–13,0. Содержание крупнозернистых включений низкое, представлены они в основном кварцевым песком и обломками кристаллических пород. Влажность глины — 22–26%, в минеральном составе преобладает каолинит — около 40% и монтмориллонит — 10 %.
Обломочный материал, входящий в состав глины, представлен кварцем и полевыми шпатами.
3. Глинистое сырье месторождения “Рудня-2” имеет светло-серый цвет, плотную комковую структуру, хорошо размокает в воде. При взаимодействии с 10%-ным раствором соляной кислоты не вскипает. Карьерная влажность составляет 23–25%. По числу пластичности относится к умеренно пластичному (9,1–14,1), по чувствительности сырья к сушке (по Чижскому) — к высокочувствительному. В составе глины отмечаются высокое содержание оксида кремния и соответственно кристаллического кварца и низкое — глинистых минералов: монтмориллонита — 12–14%, каолинита — 1–2, гидрослюды (иллита) — около 10%, имеются примеси хлорита, содержание крупнозернистых включений — 0,32%.
По степени спекания глинистое сырье относится к группе неспекающихся. При температуре 1100°С водопоглощение глиняного черепка составляет 5%. Для роспуска глины и получения шликера с относительной влажностью 33–36% приготавливается 10%-ный раствор электролита из соды кальцинированной, жидкого натриевого стекла и теплой воды.
Глиняное сырье трех видов дозируется весовым методом, распускается в глиноболтушках, домалывается в шаровых мельницах, очищается от механических примесей на сетках и хранится в пневмомеханических перемешивателях. Готовый очищенный шликер из бассейна шламовыми насосами подается через контрольные сита с ячейкой в 3 мм в расходные емкости. Из расходных емкостей шликер мембранным насосом под давлением 1,8–2,2 МПа через 3–4 форсунки подается в верхнюю часть башенно-распылительной сушилки, где с помощью поступающего снизу горячего воздуха и отходящих газов туннельной печи происходит обезвоживание шликера и получается пресспорошок влажностью 7–9%, который через систему конвейеров, шнеков и питателей поступает в силос запаса пресспорошка. На виброгрохоте производится отсев фракции более 5 мм и брак сушки. Кондиционный пресспорошок, пройдя магнитную очистку, подается в расходные бункера над прессами СМ1085А. Влажность пресспорошка, поступающего в пресс, составляет 6–8%, глубина засыпки в прессформу — 125–130 мм. Максимальное усилие прессования — 360 Кн.
При прессовании ведется постоянный контроль следующих параметров: гранулометрический состав пресспорошка, его влажность и глубина засыпки в форму. Периодически кирпич взвешивается для определения плотности сырца. Садка кирпича на обжиговую вагонетку осуществляется вручную, пакетами; садка плотная (366 штук кирпича в 1 м3).
Сушка изделий производится в туннельных сушилах непрерывного действия в течение 68–81 часов. Температура теплоносителя, поступающего в сушила, — 110–180°C; температура отработанного теплоносителя — 20–35°C.
Обжиг кирпича производится в туннельной печи длинной 208 м с плоским сводом и верхней подачей в качестве топлива природного газа. В зоне обжига расположено 92 форсунки. Туннельная печь условно разделена на 4 зоны: подсушки (39 м), подогрева (51 м), обжига (48 м), охлаждения (70 м).
Для получения полного спекания клинкера, не вызывая его деформации, необходим очень медленный подъем температуры, наибольшее выдерживание (40 часов) изделий при температуре близкой к спеканию и очень медленное охлаждение без притоков воздуха. Достигается это увеличением цикла обжига, снижением тяги по сечению печи и созданием в процессе обжига окислительно-восстановительной среды. Продолжительность обжига клинкера составляет 150–180 часов. Высота садки кирпича не более 1,3–1,4 м (обычного — 1,7 м), так как происходит деформация нижних рядов кирпича в зоне высоких температур (1130–1170°C).
Кирпич после обжига рассортировывается вручную по классам.
Согласно ТУ BY 300035579.403-2005 г., класс клинкерного кирпича устанавливают по показателям водопоглощения, морозостойкости, плотности черепка в соответствии с таблицей 3.
{kind=link}
В настоящее время выпущено 300 тысяч клинкерного кирпича со следующими характеристиками: водопоглощение — до 4,8%, марка — не ниже М-400, морозостойкость — не менее 350 циклов, плотность — 2200 кг/м3, истираемость — 0,5 г/см2. Этот кирпич использован для восстановления Августовского канала в Республике Беларусь.
Кирпич клинкерный с водопоглощением до 6–8% и морозостойкостью 150–200 циклов может применяться как кирпич кислотоупорный класса Б, В. По основным показателям кислотостойкости (97,63%) и щелочестойкости (74,7%), водопоглощению, водопроницаемости, пределу прочности при сжатии и другим показателям он соответствует ГОСТу 474-90 “Кирпич кислотоупорный”.
Литература
Технология керамики / Под ред. проф. докт. техн. наук Р.Л. Певзнера. М., 1951.
Будников П.П., Бережной А.С., Булавин И.А., Каллига Г.П., Куколев Г.В., Полуболринов Д.Н. Технология керамики и огнеупоров. М., 1962.
Августинник А.И. Керамика. М., 1957.
Мороз И.И. Технология строительной керамики. Киев, 1961.
Клинкер и его производство. Бюро технической информации. М., 1949.